您现在的位置:天津市康特尔硬质合金工具商贸有限公司
>产品展厅
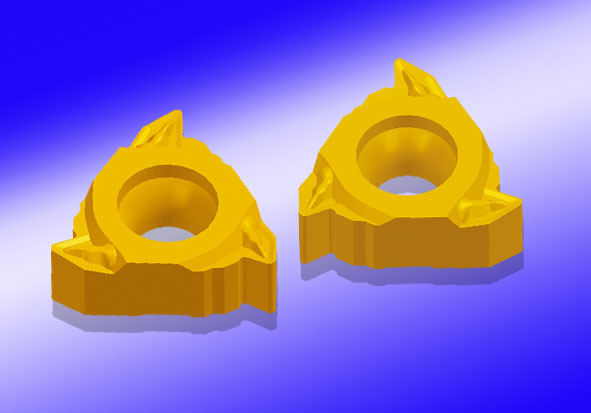
>数控刀具数控刀片 株洲钻石CNMG120408-PM YBC251

产品信息
联系方式
| 品牌 |
株洲钻石 |
型号 |
CNMG120408-PM YBC251 |
| 是否进口 |
否 |
是否涂层 |
涂层 |
| 适用机床 |
车床 |
结构类型 |
整体式 |
| 提供加工定制 |
是 |
样品或现货 |
现货 |
| 是否标准件 |
标准件 |
是否库存 |
是 |
| 是否批发 |
批发 |
外形尺寸 |
定制mm |
| 加工范围 |
定制 |
产地 |
湖南 |
| 厂家 |
株洲钻石 |

硬质合金刀片螺纹刀具车削加工作业常用进刀方法,径向进刀 这是常用的方法之一,使用简单,通用性高;长屑钢制工件所产生的V形屑会引起作用于切削刃口的弯曲压力较大。 加工时要求切深小,硬质合金刀片刃口锋利,刀片材质韧性好,切削热量大,切削产生V形切屑较难控制。 由于左侧和右侧的切屑接触长度长,容易产生振动使刀尖承受负荷加大。沿齿侧面进刀 硬质合金刀片切削刃承受的弯曲压力小,状态较稳定,成屑形状较为有利,切深较大。 侧向进刀切削时,齿间有足够空间供切屑排出。右侧后刀面(切深为零的一侧)磨损大。沿齿侧面改进式进刀 右侧切削刃也参与一定程度的切深,可以减少右侧后刀面的磨损。 切削刃承受的弯曲压力小,状态较稳定,成屑形状有利,切深较大,切削处理性能好。沿齿侧面交替进刀 交替使用切削刃,硬质合金刀片切削刃左右侧后刀面磨损均匀,能延长刀具寿命。 切屑向左、右方向流出,出屑状况好。 推荐大螺距螺纹切削使用。 当然,硬质合金刀片螺纹刀具车削加工以效率化为终目的,具体适用方法还根据相关作业要求正确选择,提醒广大朋友们正确选择方法提高生产效率。(文章部分图文来自网络编辑转载,转载目的在于传递更多信息。
联系方式
张经理销售工程师
天津南开区新南马路五金城一区27栋105

期待你的来电
搜了网提醒您:
1、本信息由搜了网用户发布,搜了网不介入任何交易过程,请自行甄别其真实性及合法性;
2、跟进信息之前,请仔细核验对方资质,所有预付定金或付款至个人账户的行为,均存在诈骗风险,请提高警惕!
1、本信息由搜了网用户发布,搜了网不介入任何交易过程,请自行甄别其真实性及合法性;
2、跟进信息之前,请仔细核验对方资质,所有预付定金或付款至个人账户的行为,均存在诈骗风险,请提高警惕!
相关资讯
- [企业动态]厦门到漳州私家车调度专线2024/7/2
- [企业动态]漳州往返厦门调度专线62000032024/7/2
- [企业动态]机床垫铁的作用是什么2024/7/2
- [企业动态]检验平台的精度标准有哪些2024/7/2
- [企业动态]如何选择适合的中注管材料2024/7/1
- [企业动态]哪些行业会用到配重铁2024/7/1
- [方案]2024年新款游泳计时记分系统 ET FL-20002024/6/28
- [企业动态]宠物玩具从广州发货到印尼双清包税门到门2024/7/2
- [企业动态]宠物玩具从深圳发货到印尼双清包税门到门2024/7/1
- [方案]数控机床理实一体化教室建设方案独立创新多系统学生机2024/6/28









