
| 品牌 |
钻石 |
型号 |
EMP02-050-A22-AP16-05 |
| 材质 |
高碳钢 |
是否涂层 |
是 |
| 适用机床 |
机床 |
加工定制 |
是 |
| 是否进口 |
否 |
产地 |
天津 |
康特尔产品广泛应用于机床行业、高压泵行业、汽车制造行业、模具制造行业、航空工业、国防行业、钢铁行业、电子行业等众多领域,在现代工业中彰显了的作用。株洲钻石特约经销商、切削刀具、数控刀具、铣削刀具、孔加工刀具、工具系统、API石油螺纹刀片刀具。是一家硬质合金、数控刀片、焊接刀片、数控刀杆、工具系统、上工工具、拉丝模具、超硬材料等产品的经销批发的公司。



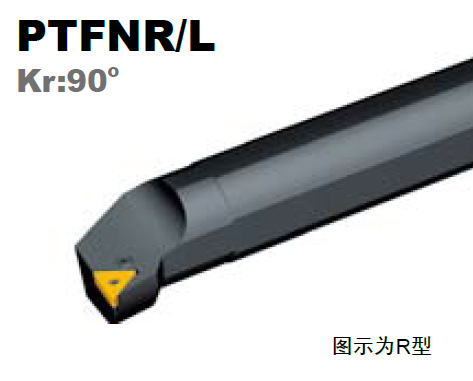


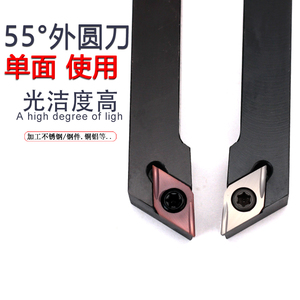
刀具设计步骤如下:根据被加工零件材质及加工要求,刀片材料选用YG6硬质合金基体的新型复合涂层刀片。根据被加工零件特点及切削参数,刀片紧固形式设计为螺销压孔式结构。 可转位刀片型式选用菱形国标通用刀片,刀尖角为55°,法向后角为7°,单面有V型断屑槽,刀片厚度S=3.97,刀尖圆角半径re=0.4±0.1mm;根据加工精度要求,刀片精度选用M级。确定可转位刀片型号为。
刀片切削刃长度粗车时应满足切削刃长度L≥1.5Sa=5.086mm,所选刀片的主切削刃边长L≈11.6mm,可满足切削要求。机夹可转位车刀刀头,车刀刀杆槽的几何角度设计已知参数:刀片法向后角刀片刃倾角l车刀的独立角度,预选后角;刀杆槽主偏角,刀杆槽刃倾角。则刀杆槽前角可按下式计算:可得。验算车刀后角可得,与预选后角接近,表明预选后角值合理。
确定可转位车刀刀杆与刀夹联结方式:根据机床型号及中心高,为增加刀杆强度,刀杆截面尺寸设计为不等截面,装刀刀夹与刀杆通过楔面自锁联结,可使刀具装卸快捷、准确、可靠。设计的机夹可转位车刀刀头采用机夹可转位车削方法替代原球面锪钻加工方法后,不需制造专用夹具,在数控机床上一次装夹即可完成差速器壳体内球面的加工。
由于减少了换刀等辅助工时,提高了数控机床的加工效率,刀具无需刃磨,耐用度提高,使生产效率提高2倍,刀 具成本降低75%。由于避免了原加工方法因刀 具重磨带来的加工误差,产品质量也得到有效保证。质量分析一般使用的硬质合金可调节浮动镗刀,其主要特点是切削兼宽刃口挤压成形,镗后的孔表面紧密光滑。由于镗刀在孔中呈浮动状态,对底孔的圆柱度和同轴度要求较高。





张经理销售工程师
天津南开区新南马路五金城一区27栋105

期待你的来电
1、本信息由搜了网用户发布,搜了网不介入任何交易过程,请自行甄别其真实性及合法性;
2、跟进信息之前,请仔细核验对方资质,所有预付定金或付款至个人账户的行为,均存在诈骗风险,请提高警惕!
相关资讯
- [企业动态]厦门到漳州私家车调度专线2024/7/2
- [企业动态]漳州往返厦门调度专线62000032024/7/2
- [企业动态]机床垫铁的作用是什么2024/7/2
- [企业动态]检验平台的精度标准有哪些2024/7/2
- [企业动态]如何选择适合的中注管材料2024/7/1
- [企业动态]哪些行业会用到配重铁2024/7/1
- [方案]2024年新款游泳计时记分系统 ET FL-20002024/6/28
- [企业动态]宠物玩具从广州发货到印尼双清包税门到门2024/7/2
- [企业动态]宠物玩具从深圳发货到印尼双清包税门到门2024/7/1
- [方案]数控机床理实一体化教室建设方案独立创新多系统学生机2024/6/28