



| 品牌 |
康特尔 |
型号 |
PCD |
| 材质 |
硬质合金 |
是否涂层 |
是 |
| 适用机床 |
机床 |
加工定制 |
否 |
| 是否进口 |
否 |
产地 |
天津 |
天津康特尔为客户提供各种标准的和非标准的物理涂层、化学涂层、金属陶瓷和超硬材料等牌号的高精度车削、铣削、镗削、钻削、切断切槽和螺纹铰削加工的数控刀片及配套刀具、硬质合金整体刀具及工具系统。株洲钻石特约经销商、切削刀具、数控刀具、铣削刀具、孔加工刀具、工具系统、API石油螺纹刀片刀具,是一家硬质合金。





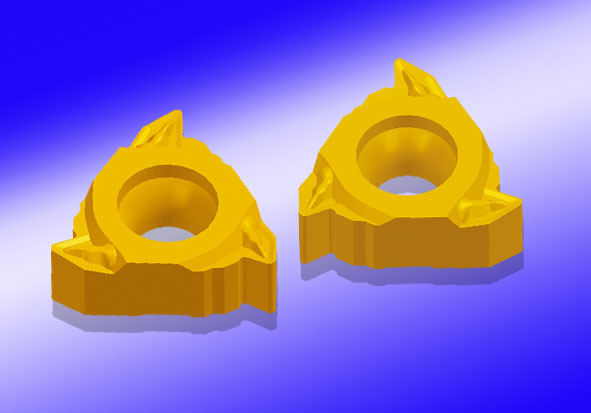
针对以上的要求,作为粗加工刀具1所示的QM系列产品完全可以满足。下面主要针对钛合金精加工刀具进行论述。
是针对加工钛合金而开发的精加工刀具S-Head可换头端铣刀系列产品。刀具材料采用颗粒度为1 um细颗粒无钛整体硬质合金基体加低钛高硬度涂层JC8000,硬度高到Hv3500的同时,氧化开始温度高达1300℃,同时具有耐磨和耐化学反应的双重优点。75%D的大芯厚、螺旋前刀面结构做到了刚性和锋利度的两立。45°大螺旋角带断屑槽螺旋沟槽保证了排屑性能和变形力的完美平衡。刃尖圆角设计和端面大斜楔(gash pocket)有效地提高刃口强度的同时,极大限度地提高了容屑空间,防止因啃屑,挤屑产生刃口的崩缺和加工精度的变化。带内冷设计更进一步有利冷却和排屑效果的发挥,降低切削温度,延长刀具的使用寿命。另外可换头的紧固部分采用磨制螺纹的专利技术,不但是保证了刀具全体的高刚性和高精度(组合安装后刃口跳动小于0.015mm),而且由于整体硬质合金基体的耐磨性非常高,其重复定位精度可保证在0.01mm以内。
钛合金高效加工用S-Head可换头整体端铣刀
可换头端铣刀与其他公司同类产品在加工薄壁筒形钛合金零件时的切削性能比较时,其他公司的同类产品切削进给快的达到600mm/min时发生颤振而无法继续加工,但S-Head可换头采用1,000mm/min进行加工仍毫无振动,加工效率提高60%以上。40mm深的筒壁内外面仅用了40秒即加工完毕,表面光洁度达到Ra0.8以内。
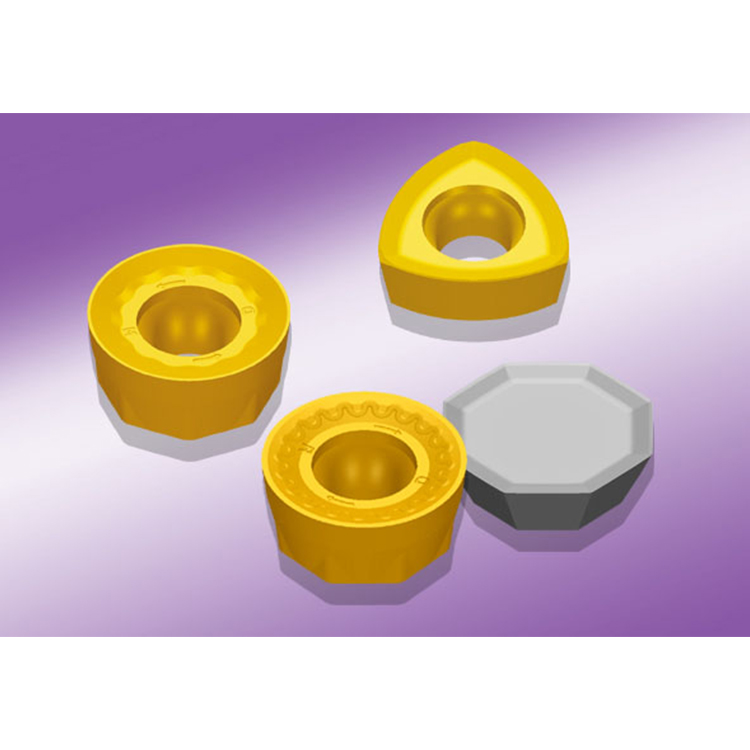
复合材料的高效高质加工
复合材料(FRP/MMC)由高硬度超细纤维或高硬颗粒添加进基体材料进行强化而成。有代表性的是CFRP(碳纤维强化环氧树脂)。
为公司在2000年研发的“比梦”系列整体烧结金刚石(PCD)钻头的制作流程。“比梦”系列作为当今世界上进的刀具在其制造工艺和过程中,均有非常独到和新奇之处。采用特殊硬质合金基体材质,在其圆棒毛坯上将作为刃口的部分切出30°螺旋凹槽,填充人造金刚石粉末后采用特殊工艺进行烧结,使硬质合金基体中的Co渗透进金刚石粉末部分充当粘结剂,形成硬质合金基体与聚晶金刚石(PCD)的整体交融。此种制造方式即使直径小至0.4mm亦可有效防止金刚石刃部在加工中脱落,而且刃口可根据需要制作成不同的螺旋形状,因此重磨后的刃口几何形状均不会发生改变。


张经理销售工程师
天津南开区新南马路五金城一区27栋105

期待你的来电
1、本信息由搜了网用户发布,搜了网不介入任何交易过程,请自行甄别其真实性及合法性;
2、跟进信息之前,请仔细核验对方资质,所有预付定金或付款至个人账户的行为,均存在诈骗风险,请提高警惕!
相关资讯
- [企业动态]厦门到漳州私家车调度专线2024/7/2
- [企业动态]漳州往返厦门调度专线62000032024/7/2
- [企业动态]机床垫铁的作用是什么2024/7/2
- [企业动态]检验平台的精度标准有哪些2024/7/2
- [企业动态]如何选择适合的中注管材料2024/7/1
- [企业动态]哪些行业会用到配重铁2024/7/1
- [方案]2024年新款游泳计时记分系统 ET FL-20002024/6/28
- [企业动态]宠物玩具从广州发货到印尼双清包税门到门2024/7/2
- [企业动态]宠物玩具从深圳发货到印尼双清包税门到门2024/7/1
- [方案]数控机床理实一体化教室建设方案独立创新多系统学生机2024/6/28