天津市康特尔硬质合金有限公司的产品在消费者当中享有较高的地位,并与多家零售商和代理商建立了长期稳定的合作关系。

金属切削加工中,刀片作为生产中的一个载体,对刀片使用性能影响为显著的是加工中的切削参数,一组合适的加工参数,可使刀片性能发挥的更加出色,同时避免对刀片质量形成片面判断。只有针对不同刀片槽型特点,匹配合适的加工参数,生产中才能达到事半功倍的效果。
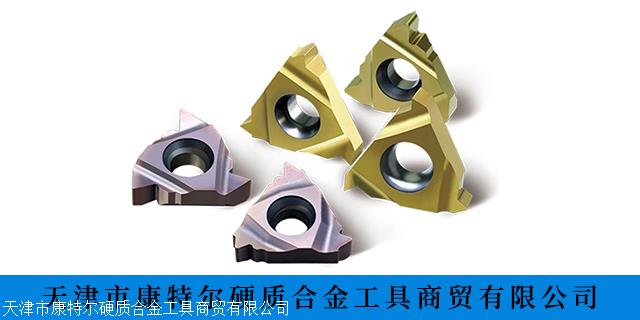
VC代表的就是切削速度1.切削速度,切削速度考验刀片耐磨性,切削速度的高低影响刀片使用寿命,且与刀片使用寿命呈线性趋势,这与切削三要素中进给量、背吃刀量的选用一样,但影响效果更为显著。后两者切削要素,更多的需要依靠生产中调节不同的取值来影响切屑形态使达到一个合理的范围,而几组不同的切削速度直观来分析,可以参考为几组不同的刀尖在比较硬的加工对象上做直线刻划,其中相同时间内滑动远的刀尖呈现出的磨损,这与同种刀片在相同的线速度下使用时间长短意义一样,切削时间越长、线速度越大,所参与切削的路径越长,即刀尖滑行越远。生产中要求较高的加工效率,提高切削速度是一个直接可行的方向,但切削速度提高,对刀片的耐磨性要求将更高。如果刀片耐磨性未做调整,只加大切削速度,反而会为操作者带来更多的换刀及换刀后辅助作业时间,不仅没有提高加工效率,还使得操作者本来在较为稳定的大批量生产中忙于换刀调机中。
切削速度对刀具磨损的影响存在一定范围,加工中需根据加工工件工艺状态来针对性的调整切削速度,尽量避开能形成积屑瘤等的速度区域。例如在一些比较严重的断续加工、工艺系统刚性较差的场合中,一般选择较低的切削速度;而对工件要求得到较低表面粗糙度时,则需提高切削速度来避开容易产生积屑瘤的速度区域,这样才能使刀片使用性能得到更好的发挥。

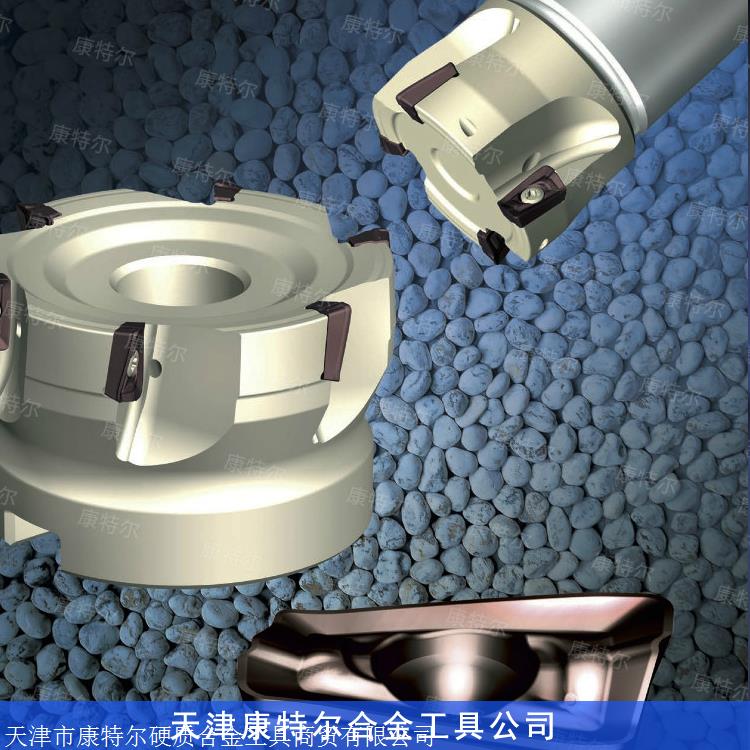
2.进给量,进给量作为影响刀具磨损的一个因素,虽然不及切削速度影响效果明显,但也不容忽视。加工中限制进给量的主要因素有机床自身强度与刚性、刀杆刀片刚性等。根据刀片槽型特点,调整进给量以得到满意的断屑状态。当1号刀尖进给量f=0.15mm/r时,刀片切屑内部应力达不到使铁屑折断时所需要的力,造成加工中排屑困难,加快刀片磨损,1号刀尖能加工的工件数量减少,与2号刀尖(f=0.2mm/r)、3号刀尖(f=0.25mm/r)相比,由于进给量加大,使加工过程中的铁屑能够及时排出,切削条件得到改善,刀片使用寿命延长。试验中可以看出,2号刀尖与3号刀尖加工数量一样,证明在合理的进给条件下,调整进给量对刀片的使用寿命影响程度不及切削速度。但3号刀尖比2号刀尖在效率上提升了1.25倍,因此在该种产品的加工情况下,进给量可以按照3号刀尖的值来设定。









